









T型槽平板是由生铁冶炼后浇注成铸铁件,然后通过落砂、热处理、机械加工、刮研、喷漆、清洗等工序制成可以用于检验、划线、测量、装配、焊接等功能的铸铁工作平台,并且可以制成试验台、测试台等试验设备的铁底板底座等,在制造过程中工序步骤较多,工艺要求较高,故应注意一些重要节点的控制,才能得到一件合格的铸造平板。前期合理的预案是制造的先决条件,先通过交流了解用户如何使用铸造平台,搞清楚承重载荷量是多大、有无动载等条件,其次安装铸造平板的形式也很重要,工作面的厚度取决于承载量的大小、带不带T型槽等因素,围帮的厚度要根据工作面的厚度来设计,围帮的厚度要随着工作面的厚度增加而增加,加强筋板同理,再者铸造平台的总高度也是根据面积的大小、承载力的大小来进行设计,一般窄长形状的铸造平板需要提高总高度来应对整体弯曲及变形的问题。
T型槽平板的技术要求:
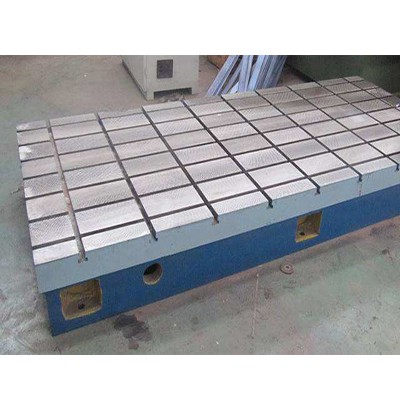
 1、T型槽平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
1、T型槽平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。 2、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
3、T型槽平板的表面应清理型砂且平整,涂漆稳定。
4、T型槽平板应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
5、T型槽平板工作面通常应采用刮削工艺。对采用刮削加工的3等级T型槽平台工作面,其表面粗糙度Ra的允许值为5um。
6、T型槽平板工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
T型槽平板在铸造过程中总高度较高的铸造平台需要加大冒口,延长地坑冷却时间再出货,这样能尽可能减小铸件的变形量。加工前对铸件的热处理非常重要,这个节点要记住的重要节点,这时防止铸铁平板产品变形的手段,也是重要的手段,除去铸件的内应力是行业内公认的防止变形的方法之一。
T型槽平板加工时要依据图纸认真仔细的把好各个数据关口,切莫大意,把误差控制在标准以内,带有T型槽的铸铁圆形平板在加工完毕前工作面要留有二次加工的余量,搁置三到四天后再进行二次加工,原因是T型槽加工时,工作面会有轻微变形,二次加工正是解决这次变形的方法。
T型槽平板的工艺原则:
1、先孔后面对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,确定平面和孔的位置精度,而且对平面上的孔的加工带来方便。
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了确定加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线阶段进行,以免光整加工的表面,由于工序间的转的运和安装而受到损伤。
4、先加工基准面:零件在加工过程中,作为定位基准的表面应起先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/
铸铁焊接平板http://www.khjxlj.com/khztptpb/khztptpb213.html
三维柔性焊接平板http://www.khjxlj.com/khswrxhj/khswrxhj.html
铸铁检测平台http://www.khjxlj.com/khztptpb/khztptpb3.html
铸铁三维铆焊平台http://www.khjxlj.com/khztptpb/khztptpb6.html


















