









液压胶管主要用于矿井液压支架、油田开发,适宜于工程修建、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中运送具有必定压力和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动。其耐腐蚀和节能效果显著。

1、严禁不了解锁管机结构、性能和操作规程者擅自启动锁管机。工作前对滑块及立柱应先喷注机油。
2、锁管机在工作过程中,严禁进行检修和调正模具。
3、当发现有较严重漏油或其他异常(如动作不可靠、噪声大、振动等)时,应停车分析原因,设法排除,不得带病投入生产。
4、不得超戴或超过*偏心距使用。偏心为40mm。
5、严禁超过滑块的*行程,模具闭合高度*小不得小于450mm。
7、根据压制件的工艺要求,起动电动机,调正压制的规定压力及符合高度。
8、调正行程限位装置,检查选种速度是否符合规定要求。
9、测量保压性能。(即加压后停车,保压lO分钟压力降不大于20mm。
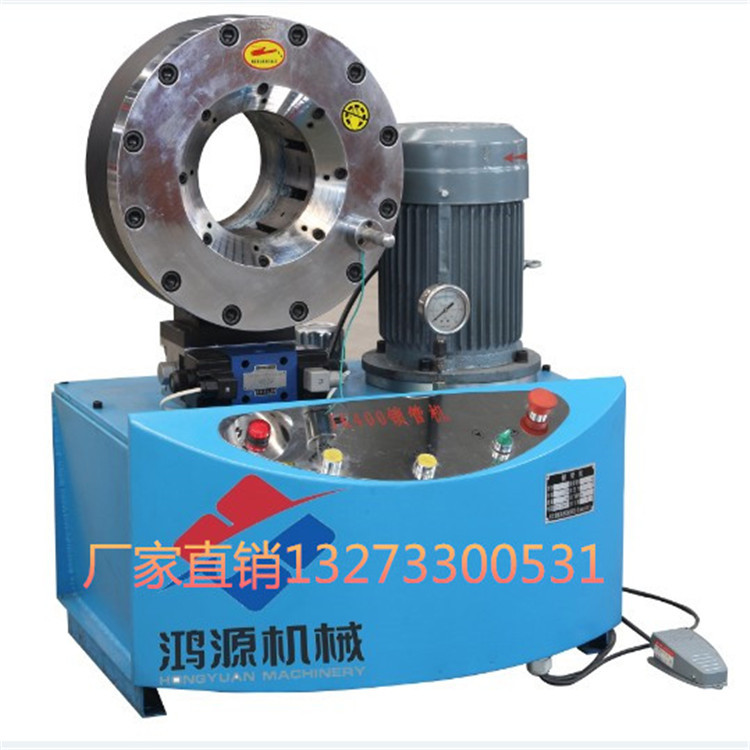
胶管缩管机组成原理
1,采用双液压回路运作***缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
2,液压系统由电机,油泵,电磁阀,调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调,噪音和系统压力降低。
3,在电器控制系统方面,控制电路适用PLC电路,它检修电路容易,维修方便,更换简单。
4,扣压模具及模座采用无累计误差式加工工艺,以保证扣压后产品的扣压线条间隔均匀,无大小头现象。



















