









铸铁T型槽平台近年发展迅速,发现优点规避缺点,威岳小编总结了有些因素是可以直接造成铸铁T型槽平台的缺陷的,总结经验扬长避短.
1.合箱时忘记吹净型腔,导致砂眼缺陷;砂型坚实度失控,造成涨箱等,属于T性槽试验平台造型缺陷。这是常见的缺陷,般我们在制作时会避免这种现象的发生
2.铸铁T型槽平台浇注缺陷,浇注工操作失误造成缺陷。比较浇包内金属浇量不足造成未浇满:铸铁T型槽平台配料缺陷,金属材料不当、溶剂处理及添加物未按规程操作导致铸铁T型槽平台热烈、夹杂及组织异常。
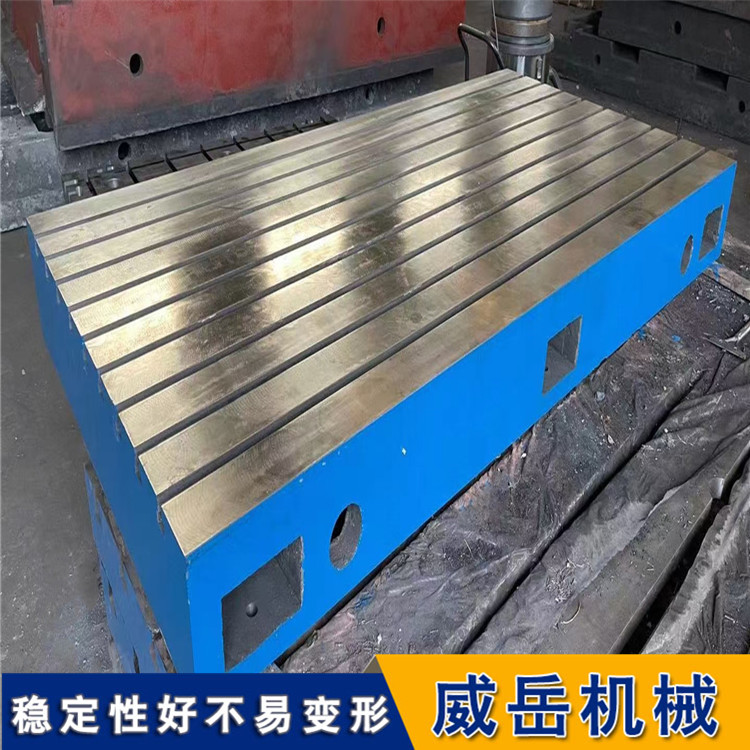
铸铁T型槽平台
3.铸铁T型槽平台毛坯缺陷,毛坯在清理过程产生机械损伤。工作台的混砂缺陷,型砂、芯砂混制不当而产生的缺陷,比如型砂配方不当导致表面粗糙缺陷。铸铁T型槽平台造芯废,由于砂芯尺寸及形状偏差出现尺寸不合适缺陷。
以上都是比较常见的缺陷现象,在铸造生产过程中我们应当避免这此因素的发生
解决办法如下:
1、好铸件从高质量熔炼开始
铸铁T型槽平台一旦要开始浇注铸件,要准备、检查并处理好熔炼工艺。如果有要求,可采用能够接受的低标准。然而,更好的选择是:准备并采用接近于零缺陷的熔炼方案。
2、避免自由液面上产生湍流夹杂
铸铁T型槽平台这就要求避免前端自由液面(弯月面)流速过高。对于大部分金属来说,流速控制在0.5m/s。对于封闭式浇注系统或薄壁件,流速会适当增加。这个要求也意味着金属液的下落高度不能过“静滴”高度的临界值。
3、避免金属液中表面凝壳的层流夹杂
铸铁T型槽平台这就要求在整个充型过程,不要出现任何金属液流的前端提前停止流动。充型前期的金属液弯月面须保持可运动状态,不受表面凝壳增厚的影响,而这些凝壳会成为铸件一部分。要想获得这种效果,金属液前端可以设计成连续扩展的。实际中,只有底注“上坡”能实现连续不断的上升过程。(如重力铸造中,从直浇道底部开始向**)。这就意味着:底注式浇注系统;
不要有“下坡”形式的金属液落下或滑落;
不要出现大面积的水平流动;
不要出现由于倾倒或瀑布式流动而产生金属液前端流动停
从整个过程中来看,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性尤为重要。河北威岳机械http://www.chinaweiyue.com/30年老品牌用心做平板,不放过任何一个细微的小细节。








